
6 Tips for Improving Cutting Performance with Angle Grinders
Rick Hopkins - Senior Product Manager - Weiler Abrasives Group
May 15, 2019
Maximizing productivity and quality when cutting metal with a right-angle grinder depends on many factors, including choosing the right abrasive and using it properly.
While every operator is different in terms of skill level and technique, there are some common pitfalls that can arise when using cutting wheels that negatively impact wheel performance and life.
Consider these tips to help improve productivity and save time and money in metal cutting applications.
Tools for cutting metal
When an operator needs to make multiple cuts to a piece of metal with an offhand cutting tool, they are likely using a right-angle grinder or, in some specialized cases, a die grinder.
Right-angle grinders offer consistent control when cutting. The operator keeps the tool in their hands and moves it in line with the cut — making it less likely to apply force for leverage or twist the tool in the cut.
When choosing a cutting wheel, there are two profiles most commonly found in 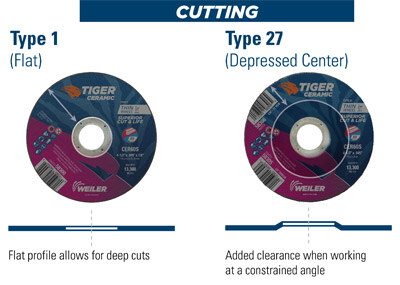 general fabrication and cutting applications. A type 27 cutting wheel, sometimes called a depressed center wheel, has a raised hub at the center. While this feature provides additional offset or clearance between the wheel and the tool, it reduces the amount of cutting surface, especially with wheels that are 4 1/2 inches or smaller in diameter. This limits the number of cuts the operator will get out of each wheel. The raised hub can also be an interference point, especially when the operator is cutting thicker material or is plunging the wheel too deeply into the workpiece. Type 27 wheels are also limited when working around extrusions, corners, or profiles. In comparison, a type 1 cutting wheel has a flat profile and an increased cutting surface, allowing the operator to complete more cuts per wheel.
general fabrication and cutting applications. A type 27 cutting wheel, sometimes called a depressed center wheel, has a raised hub at the center. While this feature provides additional offset or clearance between the wheel and the tool, it reduces the amount of cutting surface, especially with wheels that are 4 1/2 inches or smaller in diameter. This limits the number of cuts the operator will get out of each wheel. The raised hub can also be an interference point, especially when the operator is cutting thicker material or is plunging the wheel too deeply into the workpiece. Type 27 wheels are also limited when working around extrusions, corners, or profiles. In comparison, a type 1 cutting wheel has a flat profile and an increased cutting surface, allowing the operator to complete more cuts per wheel.
Two specific applications for a type 27 cutting wheel are flush cutting and rip cutting. For most general-purpose cutting operations and materials, a type 1 wheel is suggested.
Type 1 cutting wheels are available in diameters from 2 to 9 inches. Type 27 wheels are typically not available in sizes smaller than 4 inches.
Tips to maximize productivity in cutting
There are several best practices operators can follow to maximize performance and efficiency of their cutting wheels. Here are six tips:
- Use motion through the cut: Cutting abrasives are like knife blades. Downward pressure results in the blade dulling much faster compared to a slicing motion. Abrasive grains are similar. It’s recommended to use a sliding or rocking motion in the direction of the cut — moving the wheel into and through the workpiece rather than straight down. Allow the wheel to pull itself through the workpiece rather than trying to force it through. This minimizes friction and force and helps extend the life of the cutting grains.
- Don’t push too hard: Pressure and heat are the biggest enemies of abrasive cutting products. Pushing too hard is a common pitfall, since it’s human nature to think pushing harder on the wheel will make it perform better. But pressure doesn’t provide better cutting speed and only builds heat and friction, potentially binding or damaging the wheel. Increased heat and friction shortens wheel life considerably. Let the wheel do as much of the work as possible in the cut.
- Clamp the workpiece properly: When the workpiece isn’t properly clamped to a work surface, the metal can move and slide around as the operator is cutting it. A clamp that’s too far away from the cut line of the workpiece can also result in greater vibration that can bind or damage the wheel. It’s important to clamp the workpiece properly and for the operator to consider how they can best see the piece to control it. The clamp can be oriented differently depending on operator preference and comfort. Never attempt to make a cut of any length or depth without properly and securely clamping the workpiece.

- Approach from the proper angle: Cutting wheels are designed to make straight, inline cuts. They should be used at a 90-degree angle perpendicular to the work surface; an improper angle can cause binding. The thinner the wheel, the more critical it is to use a 90-degree orientation to approach the part. Thicker wheels are more tolerant and will generally last longer. Thinner cutting wheels cut faster and leave a cleaner cut line with smaller burrs. Operators should find an ergonomic position for their body that allows them to actually see the wheel entering the cut line — whatever is most comfortable for them to follow proper technique. Always enter the cut from the point of least resistance. When cutting corners or square profiles, this means entering from the sharp corner for the least amount of surface contact to start the cut.
- Follow the direction of rotation: Every right-angle grinder is marked with a directional arrow on the head of the grinder that indicates the direction the wheel is rotating when in use. For optimal performance, it’s important to orient the cutting wheel so it rotates into and pulls itself into the workpiece rather than rotating away from the workpiece. This allows the wheel to cut more efficiently and with less effort from the operator. A wheel that rotates away from the workpiece also presents a safety hazard for the operator, since any kickback will throw the wheel back toward the operator. Be aware that die grinders typically do not have a directional arrow, so operators using a die grinder with a cutting wheel should pay close attention to what direction the wheel is spinning. Anytime an operator feels the wheel binding in the cut — hearing the rpms drop can be a sign of binding — it’s important to come to a complete stop and take the wheel out of the cut line to assess the problem. After inspecting the wheel for cracks or damage, allow the wheel to come up to full free-speed before re-entering the cut. Never restart a cutting wheel while it is inside a cut.
- Choose the right wheel thickness: The thinner the face of the cutting wheel, the smoother and faster it will track in the cut. A thicker wheel will cut slower but last longer, particularly when cutting harder or thicker workpieces, and provide more abrasive in direct contact with the base material. This increased surface contact also increases friction and heat, however. A .045-inch wheel is common in many cutting applications. When cutting sheet metal or thinner-gauge material, thinner wheels such as a 1-millimeter wheel may be a better option. Thicker base material holds more heat and will generate more surface contact and friction. When thinner wheels are used on thicker material, heat and friction will affect wheel life and durability more.
Improving performance in metal cutting
Choosing the right cutting wheel for the job often depends on the goals of the operation. If cut speed is most important, the operation will likely have to compromise a little on product life — and vice versa.
No matter what type and style of cutting wheel an operator selects, understanding how that product is designed to be used and following some best practices for technique can help extend operator safety and product life — as well as maximize performance and results.
Rick Hopkins - Senior Product Manager

Resources
Tiger Zirc Reduces Downtime and Abrasives Spend Case Study